联系人: 黄经理
联系电话:13615038428
电话咨询请告知是在天美福官网上看到的,谢谢!
品牌:
TMAX型号:
TMAX-YK-FT-750支付方式:
微信,支付宝,银行转账,信用卡证书:
CE欧盟认证发货时间:
3-7天

一、设备介绍:
1.1设备功能及原理介绍:
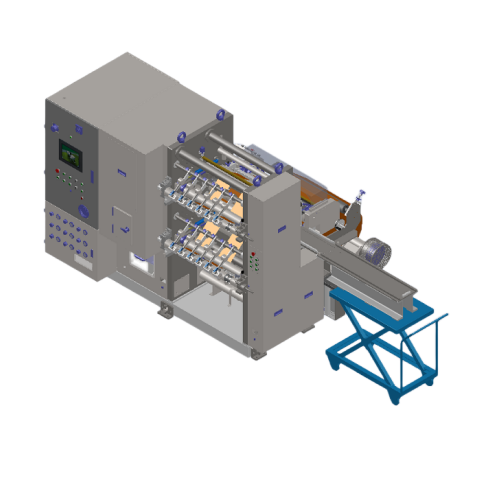
主要功能:自动分切机专注于锂电池行业的设计与施工。该设备主要用于轧制的后续工序,将轧制后的极片根据客户的工艺分成若干小卷。
机构组成:分切主要部件分为放卷机构、纠偏机构、皮带连接平台、牵引机构、分切机构、刷粉除尘机构、跟踪辊机构、压片机构、压辊机构、收卷机构。
切断原理:采用全闭环恒张力放卷系统和主动收卷锥度张力系统,具有自动纠偏功能,切刀速度可调。整卷极片通过传动除尘机构根据工艺要求分成若干小卷。
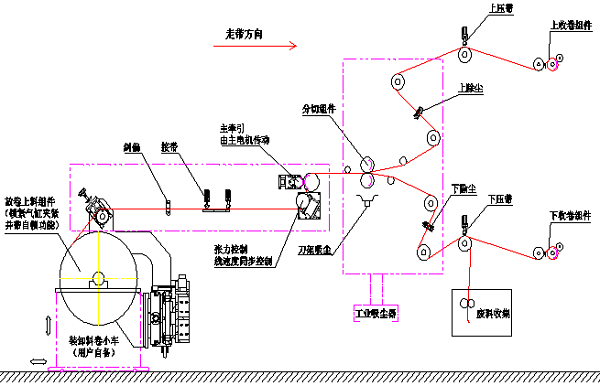
1.2设备原理见附图(仅供参考)
1.3设备组织简介:
放卷张力系统:
该设备采用被动放卷,张力主要由一套闭环张力控制系统控制。极片穿过张力检测辊,经过张力控制系统的计算和设定结果,卷径的变化不会影响分切效果,从而保证了张力输出的稳定性。放卷具有纠偏功能。即使来料在一定范围内卷绕不整齐,也可以通过自动纠偏正常切割。送料机构采用顶部送料方式,人性化,操作方便。通过上料小车,降低了劳动强度,提高了操作安全性。
刀架结构:
采用西村式刀架结构,可根据客户定制刀具直径100mm或130mm。上下刀速度可调,组合隔片配置。下刀采用平刀设计,上刀套采用可调刀旋转结构。
传动机构:
该设备的传动主要采用同步带和同步带轮行星减速机,实现滚轮通过与导向轴速度的一致性。传动系统采用三菱伺服电机。驱动滚筒及部件严格要求满足小于10克的动平衡要求,大大减少了设备运行过程中的振动和传动机构的磨损。辊面采用镜面和硬质阳极硬化处理。硬度严格要求在25度左右,不易变形,辊面跳动要求在正负0.02mm以内。即使设备太旧,设备动力传动机构的精度也能得到保证。
滚轮机构:
滚轮压紧机构主要是由轴连接的多自由度表面具有一定硬度的金属滚轮。其主要作用是保证极片在卷绕过程中不拱起,并压平分切时带材产生的波状边缘。压轮采用整体式设计,性能效果比分体式设计更好。
电极卷 径追踪机构:
跟踪滚轮机构主要是保证极柱卷绕的均匀度。机构上下采用一组相对的边缘检测光纤来检测卷径的大小和位置,并精确控制跟踪辊与卷径之间的距离。跟踪结构由电机驱动,通过减速机和齿轮齿条连接机构带动跟踪滚轮在导轨上平稳移动,达到稳定的控制效果。这个机制的主要设计意图有两点。首先是使卷绕前的过辊尽可能靠近卷绕轴,以减少料卷进入卷绕时的摆动幅度,从而增加卷绕的均匀度。
刷粉吸尘机构:
该设备由专业工业2.2kW大功率涡轮吸尘器和刀组吸尘及上下极片粉刷吸尘机构组成,可及时吸走极片上残留的灰尘,提高安全性减少生产车间粉尘颗粒对员工健康的损害,提高工作环境的优越性。
上弦机构:
该机构主要用于分切后带材的收卷。电气主要是一套三菱伺服、两组SMC比例阀气动张力控制装置、上下高精度收卷滑差轴,通过同心扭力连接环组合而成。卷轴采用气缸压杆机构锁定,更能体现设计的人性化。效果更加稳定,操作方便。
2 、设备主要零部件配置清单:
序列号 | 姓名 | 品牌 | 起源 |
1. | PLC 控制系统 | 三菱 | 日本 |
2. | 伺服 | 三菱 | 日本 |
3. | 触摸屏10寸彩色 | 韦恩维尤 | 台湾 |
4. | 按钮及主控电器元件 | 施耐德/正泰 | 法国国内 |
5. | 张力控制系统 | 东登 | 中国 |
6. | 纠偏系统 | 东登 | 中国 |
7. | 旋转编码器 | 欧姆龙 | 日本 |
8. | 接近开关和传感器 | 道川 | 中国 |
9. | 气动元件 | 亚德客 | 台湾 |
10. | 电磁比例阀 | SMC | 日本 |
11. | 直线导轨 | 脑外伤性脑损伤 | 中国 |
12. | 轴承 | HRB | 中国 |
13. | 吸尘器 | LDZW-1000 | 中国 |
14. | 分切刀片 | 凯金 | 中国 |
三、设备技术参数及出厂配置:
序列号 | 物品 | 规格 | 评论 |
1 | 适用系统 | 磷酸铁锂、钴酸锂、锰酸锂、三元系电池正负极分条工艺 | |
2 | 工作基材厚度 | (铝)箔: 10 ~ 30um (铜)箔: 6 ~ 30um 含基材: 50 ~250μm | |
3 | 工作基材宽度 | ≥750毫米 | |
4 | 分切宽度精度 | ±0.05毫米 | |
5 | 带状电极边缘质量 | 无卷边、裂纹、波浪、褶皱、掉粉、拉伸、露箔、明显锯齿等质量缺陷 | 除不良来料外 |
6 | 极片毛刺控制 | 极片分切后毛刺:纵向毛刺 < 6 um (超出极片方向),横向毛刺< 8 um (极片方向) 极片垂直检测为纵向,水平检测为横向。 | 取决于刀片寿命 |
7 | 直线度(边缘蛇形偏移) | ≤±0 .3毫米/米 | |
8 | 绕线精度 | ±0。2毫米 | |
9 | 分切宽度 | 分切宽度: 30mm以上
| 分切宽度: 18mm-30mm (定制) |
10 | 运行速度 | 分切速度≥45m /min (取决于材质) | |
11 | 张力控制系统 | 恒张力控制,0~50N , 磁粉制动 | |
12 | 修正方法 | 自动EPC控制,行程: 80mm | |
13 | 放卷纠偏精度 | ±0.2毫米 | |
14 | 卷绕直径 | 放卷≤Ф70 0mm ,收卷≤Ф60 0mm | |
15 | 放卷最大负载 | 300公斤 | |
16 | 卷绕轴 | 两根双滑差轴,可单边旋转,方便取料,工厂配置适合收卷宽度35mm以上 | |
17 号 | 刀片材质 | 合金钨钢 | |
18 | 分切直径 | 外径: 100mm , 上刀片至少可磨至使用外径:Φ95mm | |
19 | 皮带区废边切割宽度 | ≤3毫米; 双压轮分别压紧,压紧力矩可调 | |
20 | 杆式除尘 | 极片切割后采用防静电喷粉、真空吸尘清洁 | 提供负压装置 |
21 | 叶片集尘 | 上下刀片安装、除尘、吸尘 | |
22 | 分切宽度调节 | 更换不同的间隔套 | |
23 | 分切机咬入量 | 调整刀床之间的楔块位置 | |
24 | 刀柄数量/套 | 刀架及刀架小车1套 | |
25 | 使用说明书 | 1份,含操作手册和操作说明 | |
26 | 易损件绘制 | 1套 | |
27 | 易损件绘制 | 1套 | |
28 | 滚动滑动轴承重量 | 150公斤 |
四、控制系统主要功能:
序列号 | 物品 | 规格 | 评论 | |
1. | 放卷张力可调 | 张力范围1kg-50kg可调 | ||
2. | 刀组传动速比可调 | 传动速比可根据切削情况调整 | ||
3. | 输出数量 | 具有总产量和单卷产量计数功能。 | ||
4. | 刀具寿命记忆功能 | 刀具分切长度寿命记忆功能。 | 阴极≥15 0000m ,阳极≥30 0000m(取决于原材料) | |
5. | 速度控制 | 具有高低速功能,速度1-50m/min可调 | ||
6. | 参数配方功能 | 可根据型号保存参数并调用。 | ||
7. | 管理权限功能 | 可以根据操作级别进行管理。 | ||
8. | 紧急停止功能 | 如遇紧急情况,可按紧急停止键迅速停车。 | ||
9. | 无料自动停机功能 | 放卷无料时自动停止。 | ||
10. | 故障报警显示 | 发生故障时,弹出相应的报警信息和故障处理说明 | ||
11. | 欠压保护功能 | 当设备气压不足时,设备会发出警报。 | ||
12. | 照明装置 | 关键位置均采用照明装置。 | ||
13. | IO监控功能 | 它可以监视输入和输出信号的状态。 | ||
14. | 偏差修正控制 | 纠偏可自动和手动切换。 | ||
15. | 断电记忆功能 | 相关数据及参数可记忆,断电保存。 | ||
5 、调试工具:
序列号 | 姓名 | 模型 | 数量 | |
1 | 扳手 | 5.5-7 8-10 12-14 17-19 | 各 1 个 | |
2 | 活动扳手 | 300毫米 | 1件 | |
3 | 内六角扳手 | 1.5-10 | 1套 | |
4 | 钩形扳手 | 1件 | ||
5 | 卡簧钳 | 外卡 | 1件 | |
6 | 螺栓驱动器 | 直/ 十字 | 各 1 个 |


















 IPv6 network supported
IPv6 network supported

