
联系人: 黄经理
联系电话:13615038428
电话咨询请告知是在天美福官网上看到的,谢谢!
品牌:
TMAX型号:
TMAX-SYD-TJY-7555S-B支付方式:
微信,支付宝,银行转账,信用卡证书:
CE欧盟认证发货时间:
3-7天

设备基本功能
该设备用于将基材放卷并通过h输送至涂布机构。
放卷机构。浆料在下平稳输送至涂布挤出模头
通过供料系统产生一定的压力。将浆料喷射到单面
基材(铜或铝箔)通过挤压研磨唇。经涂覆的基材和
浆料由装置驱动机构拉至干燥箱进行干燥。干燥后的材料
然后被驱动并回滚。单面涂布、串联双面涂布机。
设备特点
1、数字张力:放卷、后驱、收卷张力可在触摸屏上数字设定,三个张力段的结果可同时显示在触摸屏上。张力调节非常方便,在触摸屏上可以清晰了解基带操作的流畅程度。
2、伺服带刹车:模头与基轮之间带距离控制的伺服电机加刹车,可以消除断电时间距离的变化,从而减少调整时间。
3、中断控制:凡是要求速度及时的地方都采用中断控制。中断控制的结果减少了涂层长度和对准的误差。
4、条状涂布:采用定制模头代替标准模头,减少垫片倒角造成的浆料损失,操作方便。对于条状涂层,边缘厚度可根据用户要求进行调整。
5、动态过滤系统:采用特殊的过滤结构,能有效滤除各种杂质,适用于各种粘度的液体。设备可靠性好,维护周期长,维护成本低。结构紧凑,占地面积小。单位面积过滤量大,处理能力强,可多级过滤。
设备硬件及功能描述
1、供料系统:低速运行调浆罐+日本兵神伺服泵+伺服电机驱动+不锈钢管道。主要功能是动态储存浆料并平稳输送至过滤系统,保证浆料在一定温度下保持恒定。
2、过滤系统:I系列(外刮刀式)连续刮刀过滤机的核心技术在于其滤网和刮刀组件。这种楔形滤网每根丝截面呈三角形,滤网外壁光滑,有利于刮刀清除附着在其上的杂质。滤网外侧有三角形开口,使小于或等于所需过滤精度的杂物不会卡在滤网上,保证过滤器始终保持良好的工作状态。当刮刀刮过滤网外表面时,顺利刮掉滤网表面的堵塞物,确保滤网始终保持畅通无阻。
3、涂布机:放卷机构+涂布机构+烘干+二次涂布机构+后驱动机构+自动收卷机构。其主要作用是将浆料均匀地涂布在基材(铜箔、铝箔)上,干燥后收卷。
软件及功能说明
1、变频器和温控器均采用通讯控制方式,所有风机调频和温度设定均可在触摸屏上集中完成,无需打开控制柜进行调节。
2、涂层功能在触摸屏上显示和调节
3、面密度检测与涂覆机构形成闭环控制,数据存储和处理详见面密度检测设备说明。
4、用户现场提供网络,我公司可实现远程调试功能。
5、设备预留MES系统接口,方便生产质量数据的采集和管理。
6、如卖方个体设备涉及上下游工艺连接,用户需对上下游设备进行适配。
技术规格
一、 涂布机主要部件:
1、放卷机构:1套
2、涂布机构:2套
3、干燥机构(双层): 10套
4、后驱动机构:1套
5、收卷机构(自动换卷): 1套
6、电气控制系统:1套
7、测厚仪(干测厚): 1套
二. 设备关键部件配置:
不。 | 姓名 | 品牌 | 原产地 |
1. | 涂布头机械部件 | ||
2. | 涂布模头 | 宁德中能 | 根据客户要求定制 |
3. | 涂布辊 | 40Cr+电镀硬铬 | 配备日本NSK轴承 |
4. | 前驱动滚筒 | 40Cr+电镀硬铬 | 配备日本NSK轴承 |
5. | 导辊 | 深燕达定制(铝合金表面阳极氧化) | 国内的 |
6. | 涂布机构导轨 | PMI/TBI | 台湾 |
7. | 涂装机构滚珠丝杠 | PMI/TBI | 台湾 |
8. | 涂布辊及前驱动辊轴承 | NSK/NTN | 日本 |
9. | 位移传感器 | 松下/台达 | 日本 |
10. | P气动元件 | ||
11. | 模头推进油缸 | SMC | 日本/台湾 |
12. | 电动比例阀 | SMC | 日本 |
13. | 气动元件 | 亚德客 | 台湾 |
14. | 电机及减速机 | ||
15. | 涂布辊及前驱动辊伺服电机 | 安川 | 日本 |
16. | 涂布辊、前传动减速机 | 阿尔法/纽卡斯尔/新宝 | 德国/日本 |
17. | 卷筒收卷减速机 | 黎明 | 台湾 |
18. | 烤箱滚筒电机 | 黎明 | 台湾 |
19. | 扇子 | 不锈钢、多翼低噪音 | 广州 |
20. | 纠偏及张力系统 | ||
21. | 全自动纠偏 (收卷、放卷及工艺修正) | 爱宝/雨泽/东登 | 深圳/上海/重庆 |
22. | 张力传感器 (收卷、放卷、工艺张力) | 爱宝/雨泽 | 深圳/上海 |
23. | 电气元件 | ||
24. | 可编程逻辑控制器 | 松下/汇川 | 日本/国内 |
25. | PLC数字/模拟模块 | 松下/汇川 | 日本/国内 |
26. | 触摸屏 | 海泰克/威龙 | 台湾 |
27. | 温度控制器 | 欧姆龙 | 日本 |
28. | 色码传感器 | 生病的 | 德国 |
29. | 逆变器 | 泰安/安川 | 台湾/日本 |
30. | 微型断路器 | 正泰 | 法国 |
31. | 接触器 | 正泰 | 法国 |
32. | 中间继电器 | 正泰 | 法国 |
33. | 测厚仪(干厚) | 双/瑞琪 | 国内的 |
34. | NMP浓度报警 | 胃食管 | 韩国 |
如有特殊情况,请使用上述同级别品牌。 | |||
三.使用条件、基本功能、技术指标:
不。 | 项目 | 技术参数 | 笔记 | ||
1. | 浆料体系和基材 | ||||
2. |
适用于浆料系统 | 1、正极:磷酸铁锂、钴酸锂、锰酸锂、三元等油基或水基体系。 2、负极:石墨等油性或水性体系;超级电容器及相关浆料系统。 | |||
3. |
适用浆料粘度 | 油性溶剂 2000-8000 Cps |
间歇式涂布 | ||
水性溶剂 2000-6000 Cps | |||||
1000~10000cps | 连续涂布 | ||||
适用浆料固含量 | 正极浆料 | 35%~75% | 聚偏氟乙烯系统 | ||
负极浆料 | Sc3 0%~65% | 聚偏氟乙烯系统 | |||
SC 3 0%~65% | 丁苯橡胶系统 | ||||
4. | 溶剂特性 | 油性溶剂NMP(sg=1.033,bp=204℃) 水溶剂H2O/NMP (sg=1.000, bp=100 ℃) | 仅供参考 | ||
5. | 适用基材厚度 | 铝箔( Al ): 8 ~ 30um 铜箔(Cu): 4.5 ~ 30um | |||
6. | 适合基材宽度 | 350~ 67 0mm | |||
7. | 机械特性指标 | ||||
8. | 辊面设计宽度 | 750毫米 | |||
9. | 烘道外导辊 | 约Ф120mm表面硬质氧化铝导辊 | 光洁度≤0.8 | ||
10. | 设备机械运转速度 | 1-6 0米/分钟 | 无极可调 | ||
11. | 最大涂布速度 | 10- 35 m/min ,取决于浆料体系和干燥条件 | |||
12. | 整机全范围张力 | 3~25Kg.f ,张力波动±2% | |||
13. | 基本功能 | ||||
14. |
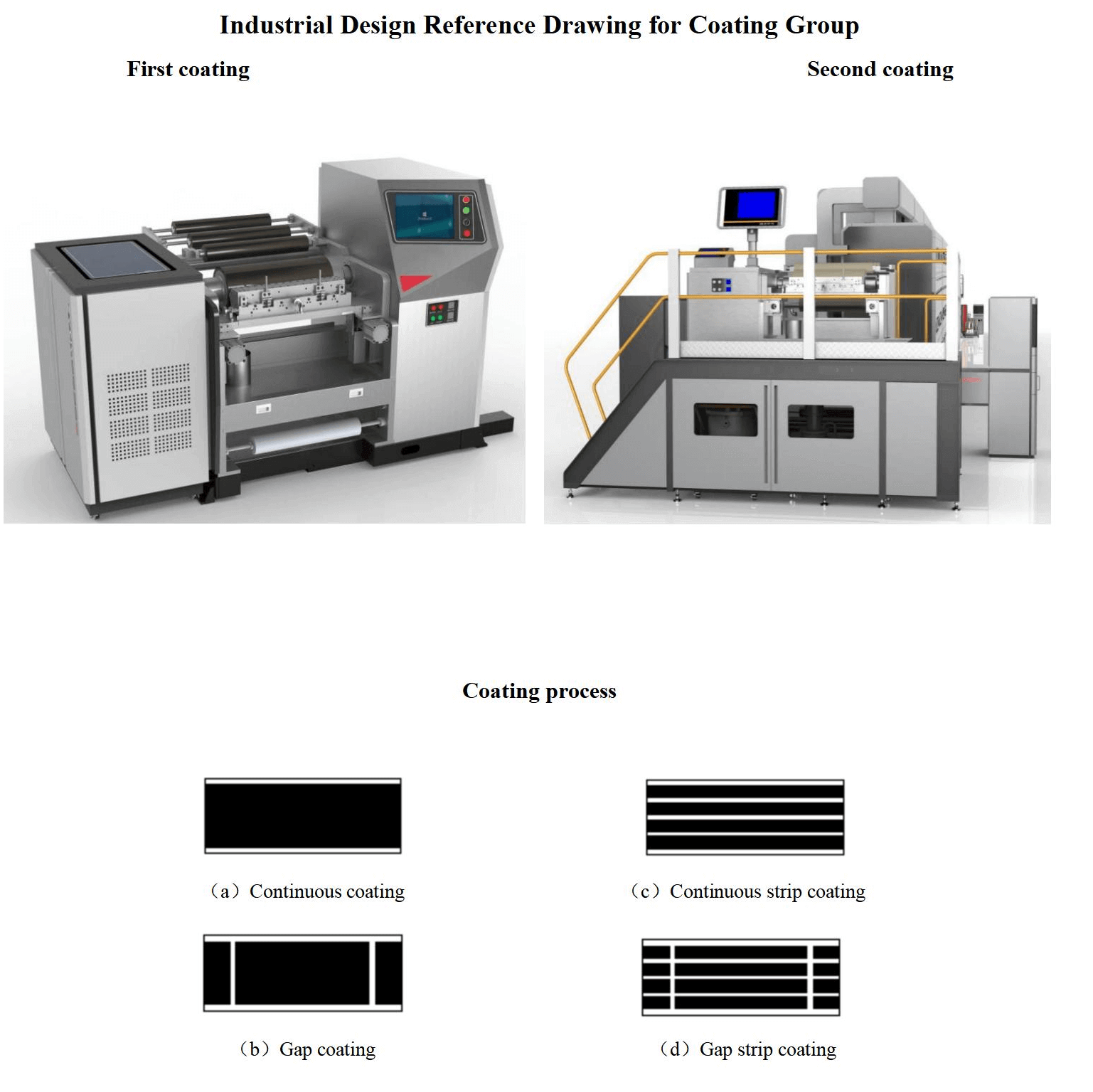
挤压涂覆法 |
间歇式涂布 | 前3不等距间歇涂胶/后自动跟踪前不等距3段涂胶 | ||
连续涂布(包括条带涂布法) | 无限长度涂层 | ||||
15. |
基带工作模式 | 单面间歇式 | 间歇前涂时的操作模式 | ||
双面间歇式 | 间歇反向涂布时的操作方式 | ||||
连续涂布 | 连续不间断的涂布方式 | ||||
佩戴肩带 | 空带脱涂层方法 | ||||
倒带 | 首件试件检验时的倒带操作模式 | ||||
16. | 减厚功能 | 间歇涂布时 | 可消除涂布段首尾厚度 | ||
17. | 报警功能 | 声、光、文字报警 | 当设备出现故障时,触摸屏提示故障位置并有声光报警 | ||
18. | 涂层精度技术指标 | ||||
19. | 涂布段长度误差 | ± 0.5毫米 | |||
20. | 宽度误差 | ± 0.5毫米 | |||
21. | 正负对位误差 | ± 0.5毫米 | |||
22. | 最小间歇长度 | 6毫米 | |||
23. | 多段最小涂层长度 | 50毫米 | |||
24. | 单面涂层干燥厚度范围 | 40-200μm | 与材料 D50 相关 | ||
25. | 涂层面密度误差 | ± 1 .3 % (单片单面) ±1.2%(双面) 消除不良基材的影响;但测量值包含基材的重量; | 排除边缘影响区域 基板误差≤1%(单片) | ||
26. | 收放卷纠偏精度 | ± 0.5毫米 | |||
27. | 电气规格 | ||||
28. | 来源_ | 3~380V/50HZ (三相五线) | |||
29. | 总装机功率 | 1200千瓦 | |||
30. | 烤箱加热器功耗 | 22 * 5 0KW= 110 0KW 恒温后功耗:小于660KW | 外置电加热 | ||
31. | 压缩空气_ | ≮0.6MPa洁净压缩空气; 耗气量:0.5M 3 /H | |||
32. | 设备尺寸和重量 | ||||
33. | 外形尺寸 | 长(11*5M+12M+1=68M)*宽(3.5M)*高(4.5M) | |||
34. | 总重量 | 约65吨 | |||
四.各部分结构介绍:
1 )、放卷机构:

项目_ | 技术参数 | 笔记 | |
1. | 托辊安装结构方法 | 整体立板安装(厚度30mm,表面镀铬)CNC加工。 | |
2. | 放卷轴传动方式 | 伺服电机+精密行星减速机驱动,离合器切换轴 | |
3. | 放卷张力控制系统 | 1、浮辊张力+精密电位器,PID控制; 2、张力稳定,数字可调; | |
4. | 推出方向 | 顺时针或逆时针方向展开 | |
5. | 放卷校正 | 自动EPC控制,行程80mm,纠偏控制器精度≤±0.5mm | 超声波传感器可识别透明薄膜 |
6. | 绕线方式 | 料卷采用3寸气胀轴固定,两侧支撑 | 停机并手动拾料 |
7. | 放卷直径 | Ф85~Ф500mm | |
8. | 气胀轴最大承载能力 | 750公斤/个 | |
9. | 滚筒规格 | 长度 ≤ 720mm,内径约 76mm(3 英寸) | |
10. | 放卷气胀轴数量 | 2(双轴放卷) | |
11. | 收货平台 | 1、4缸/双杆压条,压条平台中间有刻划槽; 2、皮带运行时,压杆自动弹起,皮带停止时,压杆自动落下。 |
2 )、涂布机头结构:( 2套,下层烘箱入口1套,上层烘箱入口1套)
周转罐、动态过滤器、进料阀

不。 | 项目_ | 技术参数 | 笔记 |
1. | 机头安装结构 | 整体立板安装(厚度46mm,表面镀铬)CNC加工。 | |
2. | 驱动器连接方式 | 电机与减速机的直连方式,使驱动更加稳定,减少电机振动对涂布模具和涂布辊的干扰。 | |
3. | 涂布辊及送料辊传动结构 | 涂布辊和前驱动送料辊分别由独立的伺服电机和精密减速机驱动。 | 日本安川伺服 |
4. | 挤压模具推 | 左右推进分别采用气缸提供背压;模具的横向位置通过手轮螺杆组件调节,以适应基带位置的变化。 | SMC气缸 |
5. |
挤压模具 | 1、模具设计为上下半模组合,上下半模通过垫片连接; 2、组合模具能适应各种浆料和厚度的有效涂覆; 3、模具型腔的设计保证了浆料挤出的稳定性; 4、模具型腔表面粗糙度≤Ra0.2,保证浆料流畅流动。 5、模具有效涂布宽度680mm; 6、模具出料口直线度≤2um。 | |
6. |
挤压模具垫片 | 正极:0.8mm、1.0mm、1.2mm各1个垫片 负极:0.6mm、0.8mm、1.0mm各垫片1个 | 垫片的厚度和尺寸也可根据需方工艺要求定制 |
7. |
涂布辊(钢辊) | 表面镀硬铬,直径265mm;中空结构, 圆跳动≤1.5um 直线度≤2um | 用日本三菱百分表测试 |
8. |
前驱动送料辊(钢辊+胶辊) | 驱动辊+夹送辊方式 | |
9. | 驱动辊:直径Φ150mm钢辊,表面镀硬铬 夹送轮:直径Φ120mm;表面覆盖EPDM | 压轮由气缸驱动并闭合 | |
10. | 导辊 | φ120mm 铝合金表面阳极氧化 | |
11. |
模具与涂布辊间隙的调整 | 1、间隙范围:1-2000um; 2、通过伺服电机旋转螺杆,带动楔块移动,模具在左右气缸的作用下前后移动; 3、采用高精度位移传感器检测间隙大小,左右间隙值直接显示在触摸屏上,调整更快捷、更准确。 | |
12. | 头部控制屏 | 触摸屏+按键组合操作 | 常用的动作是外部按钮 |
13. |
涂层阀和回流阀组件 | 1、阀体采用SUS304不锈钢材质,内部管路采用流线型设计,减少流道阻力; 2、两个阀门与管道的连接采用卡盘式快接方式,方便拆卸和清洗; 3、阀芯采用伺服电机驱动,保证涂布、切割时快速启闭; | |
14. |
动态过滤进料系统 | 1、不锈钢涂装罐+伺服螺杆泵+动态过滤器(日本滤芯)+压力检测+液位检测; 2、涂布槽:配备低速搅拌(0-30RPM),防止浆料沉降;具有层间绝缘功能。配备液位检测,可随时监测当前剩余料量,避免涂布过程中缺料; 3、伺服螺杆泵:伺服电机驱动的无脉动螺杆泵,可保证浆料的连续稳定输出,保证涂布量的稳定; 4、动态过滤:保证输送过程中浆料的有效过滤,无需中途清洗滤网;(我们的专利设计)滤芯在使用过程中可更换,使用寿命长。 5、压力检测:监测浆料输送过程中的压力,可以判断浆料输送的稳定性; 6、管道:所有浆体输送管道均采用卡盘快接方式,大大方便了安装、拆卸、清洗。 7、供料系统具有根据涂装槽设定液位自动控制浆料进入涂装槽的功能 |
螺杆泵采用伺服电机驱动 |
15. | 测厚仪 | 第二个涂层出口配置,集成在涂层组中 | 选修的 |
3)、干燥通道(双层布局设计)
盒子外观图工业设计参考图


不。 | 项目 | 技术参数 | 笔记 |
1. |
烤箱结构 | 1、独立内胆设计,上下内胆整体高度可调; 2、吹风机高度可单独调节,可拆卸。 3、1-3、7-11、10-12、16-18区为上弯结构,总落差260mm; 4、内胆:SUS304不锈钢; 5、外胆:SUS 201不锈钢 6、进出口负压室:有效将干燥通道内的热空气与手术室内的空气对流分开,减少手术室内的异味;同时可以增强烘箱首段或末段温度的均匀性 | 高速箱 |
2. | 烤箱长度 | 55米(每节5米,共11节,每节双层); | |
3. | 循环风道和排风道 | 三明治隔热设计 内胆:SUS304不锈钢 外胆:SUS 201不锈钢 | |
4. |
烘箱导辊传动方式 | 1、主传动惰轮结构位于1-3、7-10、10-12、16-18区; 2. 4-6区和13-15区为水平浮动结构,无滚轮 3、变频器+电机控制,滚筒驱动能严格遵循基带线速度。 4、卷径Φ80mm,铝合金表面阳极氧化处理; | |
5. | 加热方式 | 外置蒸汽换热器加热,热风循环结构 | |
6. | 单区烘箱加热功率 | 50KW/5m/区(共22个温区); | 其他换热方式的选择(电、气、导热油等) |
7. |
温度控制 | 每个箱体具有完全独立的两级温度控制: 1级:箱体正常运行的温度控制; 2级:加热包温度异常报警控制。当加热包超过温度时,会出现声光报警,并切断主加热电源。 | |
8. | 加热控制 | 温度控制器经过PID运算后,驱动电动比例阀调节温度 | |
9. | 烘道内温度 | 室温~150℃,各温区温差<±3℃, | |
10. | 运行时箱体表面温度 | 外表面温度≤50℃(环境温度≤25℃时) | |
11. |
吹气方式 | 1、1-3区、10-12区箱体上风道采用多孔扩散方式,下风道采用风刀水平吹风方式; 2、4-9区、13-20区为水平风叶集中喷洒; 3、每个箱体的上下风道共用一个加热元件和一个风扇,并用阀门隔开; | |
12. | 风扇控制 | 1、所有循环风机(22台4kw)均采用变频器控制; 2、除湿风机(8台4kw)采用变频器控制; | |
13. | 单节箱上下吹风量的调节 | 通过上下气室机械阀门独立调节上下气流;总风量通过变频器调节。 | |
14. | 单箱及整机排湿风量 | 单箱除湿风量通过机械除湿阀调节; 整机总排风量通过变频器调节。 | |
15. | 溶剂回收系统 | 不提供,仅协助接口安装 | |
16. | NMP 溶剂浓度报警(仅限可选 NMP 溶剂配置) | 上下层各配置两组NMP浓度检测探头(共六组) | (可选)在循环管道上安装检测探头 |
17. |
鼓风循环风量 | 1-3区、10-12区箱体,单区风量800-4500 m3/h | 根据工艺调节风阀控制风量(有刻度提示) |
4-9区、13-20区箱体,单区风量1500-7000 m3/h | 根据工艺调节上下风阀来控制风量 | ||
18. | 补充新鲜空气和废气发动机排量 | 每区500~3000㎥ / h | 根据工艺风阀控制风量 |
19. | 总排风量 | 10000~ 650 00㎥ /小时 | 变频器+电机控制风量 |
20. | 主绝缘 | 双层结构,保温层厚度100mm,玻璃棉保温 | |
21. | 防爆泄压口 | 每节一个泄压口 | |
22. | 过滤器 | 主循环及新风入口安装初效过滤器 | |
23. | 压力监测 | 配备上进风室、下进风室、炉内三组压力监测表 |

不。 | 项目 | 技术参数 | 笔记 |
1. | 滚筒安装结构 | 整体立板安装(厚度30mm,表面镀铬)CNC加工。 | |
2. |
后驱动张力控制系统 | 1、在后驱动辊前面安装浮动张力辊;浮动辊轴安装角度传感器; 2、通过PID运算控制传感器角度值,控制后驱动滚筒的速度。 3、浮动辊张力采用电气比例阀控制,稳定,数字可调。 | |
3. | 后驱动滚筒 | 后驱动主辊(橡胶辊)+夹送辊(铝合金)方式 驱动辊:直径Φ150mm,表面覆盖EPDM; 夹送轮:直径Φ120mm,表面阳极氧化淬火。 | |
4. | 工艺修正 | 安装干燥口,自动EPC控制,摆动±15度 全自动纠偏 | 可以识别透明胶片 |

不。 | 项目 | 技术参数 | 笔记 |
1 | 滚筒安装结构 | 整体立式板安装(厚度30mm),CNC加工中心制造; 旋转框架墙板铸铁(厚度100mm),CNC加工中心生产; | |
驾驶方式 | 伺服电机驱动A/B料轴自动收卷,自动接料卷,不停机换卷; 回转架为圆盘结构,电机带动中心每分钟旋转1转; 旋转编码器定位,气动制动器锁定; | ||
2 |
收卷张力控制系统 | 1、收卷架上安装浮动辊,用气动转换阀和PLC控制收卷张力。 2、PTD控制,张力稳定,数字可调。 | |
3 | 绕线校正 | 自动EPC控制,行程±75mm;纠偏控制器精度≤±0.5mm。 | 超声波传感器可识别透明薄膜 |
4 | 料卷支撑方式 | 料卷用3寸气胀轴固定,收卷,两侧用安全夹支撑 | |
5 | 卷筒直径 | Ф85~Ф600mm;声音和视觉警报提示最小和最大卷直径值 | |
6 | 气胀轴最大承载能力 | 750公斤/个 | |
7 | 滚筒规格 | 长度 720 毫米,内径约 76 毫米(3 英寸) | |
8 | 缠绕气胀轴数量 | 2个A/B轴自动切换(双轴绕线) | |
9 | 收货平台 | 1、4缸/双杆压条,压条平台中间有刻划槽; 2、皮带运行时,压杆自动弹起,皮带停止时,压杆自动落下。 | |
10 | 自动换卷、切断方式 | 齿形刀快速切割方式、上接料方式 | |
11 | 接收压辊 | 气动压轮,压力可调;使绕组平整、无打滑 | |
6 )、面密度检测系统(正X射线、负激光测厚)--------(技术要求可参见测厚仪技术说明书)
测厚仪外观图工业设计参考图

7 )、控制系统:
控制柜外观图工业设计参考图

不。 | 项目 | 技术参数 | 笔记 |
1. | 电控柜内主控系统 | 触摸屏、PLC及扩展模块、伺服驱动器、变频器、信号放大器按钮等 | |
2. | 信号输入及驱动 | 光电、张力、位移、角度、温度等传感器;电磁阀、气缸、伺服电机、三相交流电机、磁粉离合器等。 | |
3. | 控制方式 | 触摸屏与外部按键的结合, 在触摸屏上即可完成机器所有动作的参数设置和启停控制;收卷、放卷架增加了外部按钮,方便现场操作。 | |
4. | 风机频率调节和温度设定 | 变频器和温控器均采用通讯控制方式,所有风机频率调节和温度设定均可在触摸屏上集中完成,无需打开控制柜进行调节。 | |
5. | 涂层及间歇长度设定范围 | 单段涂布长度50.0~9999.0mm 单段断续长度6.0~9999.0mm | 软件可锁定范围 |
6. | 故障报警 | 当设备出现故障时,触摸屏会提示相应的报警故障 并且有声音和视觉警报 | |
7. | 计数功能 | 间歇涂布时:计数片数、产量、总长度 连续涂布时:总长度 | |
8. | 头尾粗细间歇调节功能 | 1、通过程序控制涂布阀和回流阀的速度; 2.通过程序控制回流压力。 | |
9. | 电控柜 | 双电气柜,动力柜与低压柜分开,减少电磁干扰;每个电柜均配有防尘过滤网和轴流电脑风扇。 | |
10. | MES系统接口 | 系统预留数据通讯功能以及与MES系统的接口 |
不。 | 姓名 | 品牌 | 数量 | 笔记 |
1. | 泳池_ | 特马克斯 | 2件/套 | |
2. | V型阀芯密封圈 | 特马克斯 | 10件/套 | |
3. | 移动车辆 | 自我控制 | 1套/套 | 用于烤箱操作 |
4. | 电加热管 | 定制 | 6 件 |
九、外观颜色
除不锈钢部分外,油漆部分的颜色将由贵公司的色卡或2U根据我们的标准颜色提供。
五、设备精度:
1 、硬件精度
不。 | 项目_ | 技术参数 |
1. | 模头 | 直线度≤2um |
2. | 涂布辊(钢辊) | 圆跳动≤1.5um,直线度≤2um,光滑度≤Rc0.4 |
3. | 收放卷纠偏精度 | ±0.5毫米 |
2 、 涂布精度
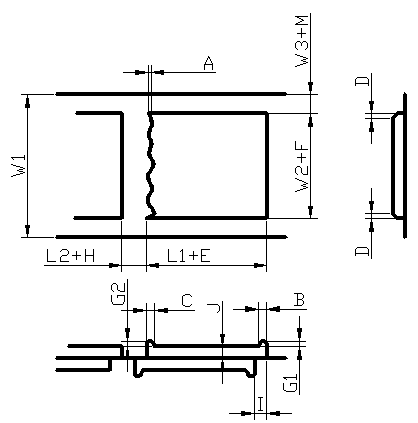
( 1 )间歇式涂布
项目 | 马克_ | 标准:(连续涂布速度V=33米/英里米/分钟),间隙25米/分钟 |
| A(尾随) | ≤1mm (与浆料的粘度和粘结剂的性能有关); |
B(异常头部区域) | 10毫米 | |
C(尾部异常区) | 6毫米 | |
D(边缘效应区) | ≤5mm | |
E(长度误差)/H(空白误差) | ≤±0.5mm | |
F(宽度误差) | ±0.5毫米 | |
M(宽度误差) | ±0.5毫米 | |
G1(头部厚度) | -10~+5um (可调) | |
G2(尾部厚度) | -10~+5um (可调) | |
I(正负对准误差) | ≤±0.5mm | |
J 单面厚度及密度 (删除 B、C、D 区域) | 重量误差≤±1.3%(单面)、≤±1.2%(双面)(单面涂层干燥厚度不小于100um时,采用第3项面密度测量方法) | |
长度范围 | L1(胶片长度) | 50.0 ~9999.0mm |
L2(间歇长度) | 20 ~9999.0mm | |
L1/L2(涂层+间隙长度) | L1+L2≥100mm |
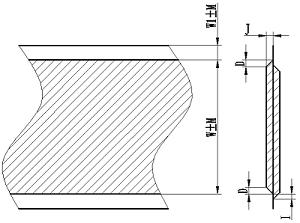
项目 | 马克_ | 标准( V= 33m /min ) |
1) 连续涂布的产品精度
| D(边缘效应区) | ≤2mm ,-10 ~+5um (浆料粘度变化<±300cps ) |
F(宽度误差) | ±0.2毫米 | |
M(宽度误差) | ±0.5毫米 | |
I(正反面垂直对齐误差) | ≤±0.5mm | |
单面密度误差 | 重量误差≤±1 .3 % | |
双面密度误差 | 重量误差≤±1.2% | |
2) 测量方法
| A、测量区域:距边缘和末端5mm,距起点5mm; B、取样器尺寸:Φ44mm或根据需方工艺要求; | |
( 2 )连续涂布
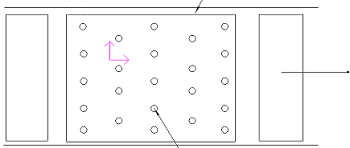
3 、面密度测量方法
A、测量仪器:精密电子秤(0.001g)
B.测量区域:距边缘和末端6mm,距起点10mm
C、取样方法:在长1000mm、宽500-600mm的涂膜上取样,每点Φ44mm(或根据客户要求)50个取样点(水平5列,中心间距50- 100mm,垂直10排,中心间距100mm)。
D.计算标准:分别称量50个点,然后计算它们的标准差(STDEV)和平均值(AVERAGE)。标准偏差/平均值为±1.3%(单面),≤±1.2%(干燥厚度不小于100um的双面涂层,按第3项表面密度测量方法),即视为合格(因浆料或基材原因造成的特殊点除外)。

注:1、验收按用户提供的常规型号进行,验收时间确定为连续使用4小时进行测试,或用户指定的时间。
2、不接受其他型号的供应商需提供免费的技术支持和服务以满足用户的需求,但不作为接受标准。
3、供应商还会根据行业经验提出一些浆料的性能和测试要求,供用户参考。
四、受理条件及内容
验收条件:
(1)正极验收连续涂布速度33m/min;
(2)浆料固含量:正极≥65%;负极≥48%;
(3)单面干燥厚度:110-120μm(含箔);
验收内容:
(1)电极外观要求:无划痕、裂纹、干燥缺陷、皱纹、凸起。
(2)其他要求符合本技术协议的相关内容。
五、验收材料及用途
(1)铜铝箔2000米(正常生产所用箔的宽度和厚度)
(2)浆料:600KG(总计)


















 IPv6 network supported
IPv6 network supported

