
联系人: 黄经理
联系电话:13615038428
电话咨询请告知是在天美福官网上看到的,谢谢!
品牌:
TMAX型号:
TMAX-ZL-J750-40支付方式:
微信,支付宝,银行转账,信用卡证书:
CE欧盟认证发货时间:
3-7天

一、涂布机结构简介
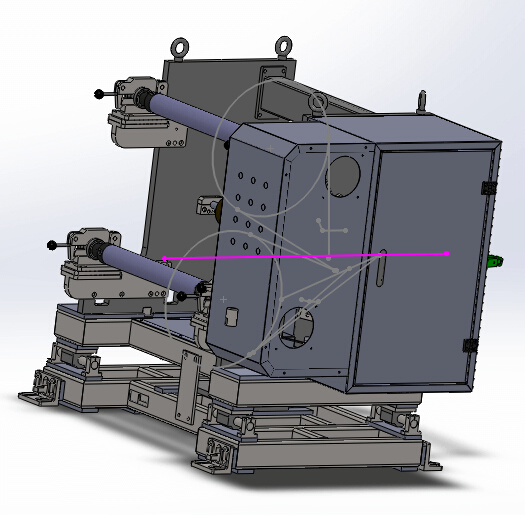
1、放卷机构
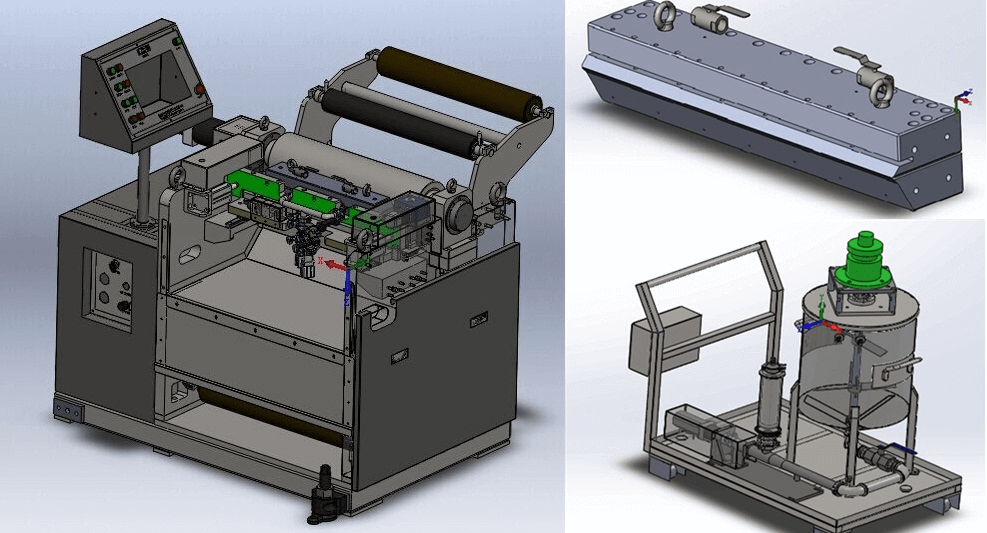
2、涂布机构(2套)
3、烘箱机构(双层40m)
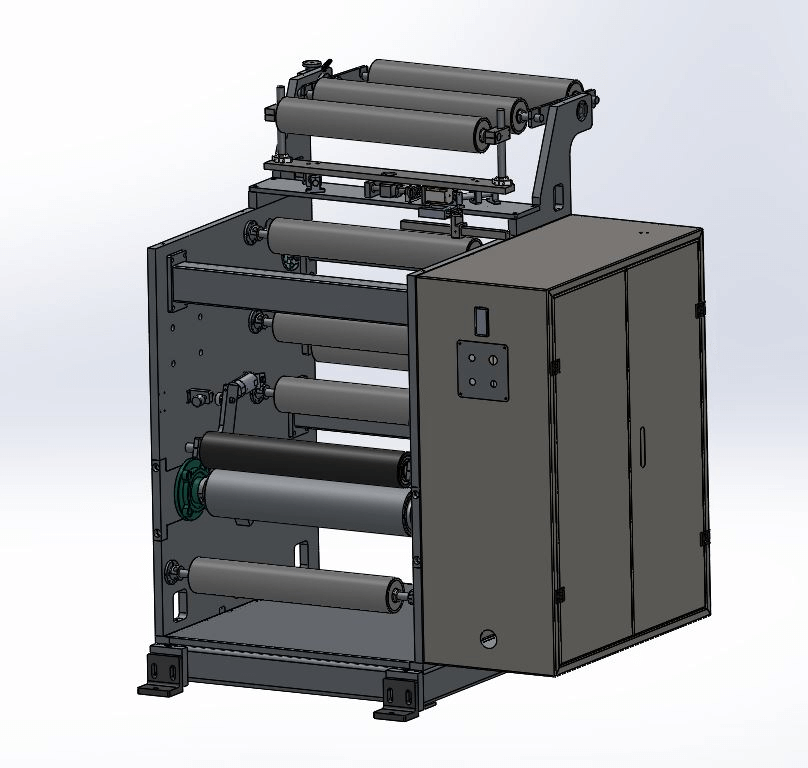
4、牵引机构(2套)
5. 上链机构
6、控制系统
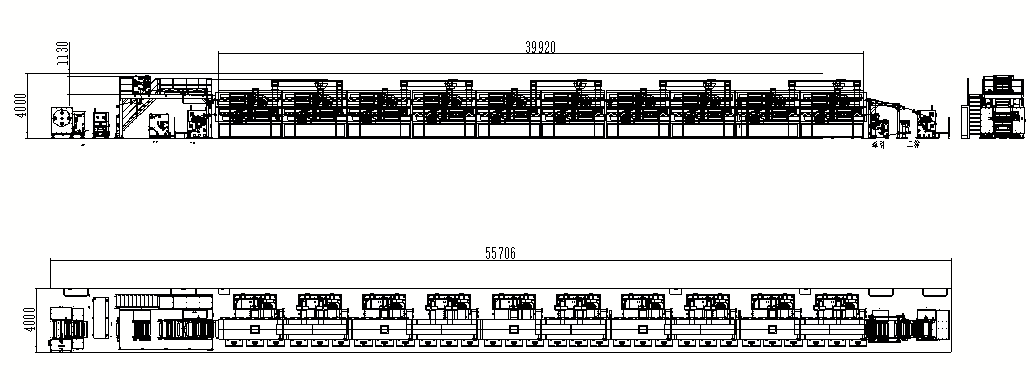
涂装设备外形尺寸及重量:
尺寸: 长55000mm*宽4000mm(不含维护空间)*高4000mm
W八:约40T
功能概述:
ZL - J 系列涂布机是专业的锂电池电极涂布设备。
▲ 适用于油性或水性磷酸铁锂、油性钴酸锂、三元、锰酸锂、镍钴锰酸锂、油性或水性负极碳石墨、钛酸锂等浆料体系的涂覆工艺;
▲ 采用全自动PID闭环张力控制系统,张力控制精度可达±1n水平;
▲ 采用西门子PLC控制系统、高精度伺服电机等进口标准件,保证涂装产品在面密度、尺寸方面的超高一致性和稳定性。整机标准件中进口标准件的比例高达85%。
▲ 具有高速涂布、高精度、高一致性的特点,是动力电池首选涂布设备。
二. 设备技术参数及主要配置
(一)设备主要配置:
没有。 | 姓名_ | 发源地 |
1 | 空气开关一个 | 施耐德(法国) |
2 | 可编程逻辑控制器 | 西门子(德国) |
3 | 触摸屏 | 西门子(德国) |
4 | 模块化_ | 西门子(德国) |
5 | 中间继电器 | 施耐德(法国) |
6 | 伺服电机 | 西门子(德国) |
7 | 直驱伺服电机(DDR) | 力士乐(德国) |
8 | 进料压力检测 | Bd.sensors/valcom(德国/日本) |
9 | 精密计量泵 | 平神(日本) |
10 | 低摩擦气缸 | 腾仓(日本) |
11 | 行星减速机 | 纽卡斯尔(德国) |
12 | 断路器 | 施耐德(法国) |
13 | 交流接触器 | 施耐德(法国) |
14 | 固态继电器 | 信达(台湾) |
15 | 热保护 | 施耐德(法国) |
16 | 恒温器 | 欧姆龙(日本) |
17 号 | 自动纠偏 | 爱宝(国内) |
18 | 全自动张力 | PID闭环控制(自制) |
19 | 主放(收)电机 | 西门子(德国) |
20 | 光纤电眼 | 基恩士(日本) |
21 | 深沟球轴承(机头) | NSK(日本) |
22 | 涂布辊 | 镀硬铬(自制) |
23 | 导辊 | Φ118铝合金表面阳极氧化,光洁度rc0.4(国内) |
24 | 频率转换器 | 力士乐(德国) |
25 | 调刀光栅尺 | 基恩斯(日本) |
26 | 风扇(不锈钢) | 鸿健(国内) |
27 | 挤出头 | 三菱 |
28 | 数字压力表 | 博德(瑞典) |
29 | 气动元件 | SMC(日本) |
(二)易损部位: | |||||
不。 | 姓名_ | 品牌 | 数量_ | 库存时间 | 备注_ |
1 | 钢辊 | 自我控制 | 1件/2套 | 30天 | 进口镀铬材料 |
2 | 钢滚子轴承 | NSK/NTN | 2 /1套 | 15天 | 按采购周期 |
3 | 加热管 | 国内的 | 3件/套 | 1天 | |
4 | 热电偶 | 国内的 | 1 件/套 | 1天 | 适应最长干燥路径 |
5 | 内六角扳手 | 国内的 | 1套/套 | 1天 | |
6 | 活动扳手 | 国内的 | 1 件/套 | 1天 | |
7 | 阀体密封圈 | 国内的 | 1套/ 台 | 1天 | |
8 | 扭力扳手 | 日本 | 1套/台 | 15天 | |
9 | 模头起重车 | 国内的 | 1套/台 | 15天 | |
10 | 大理石平台 | 国内的 | 1套/台 | 10天 | |
11 | 进料管 | 国内的 | 12m/套 | 1天 | |
12 | 杆式采样器 | 国内的 | 1套 | 2天 | |
13 | 斯他 | 特马克斯 | 3套/台 | 15天 | |
(三)自动加料系统:标配一套自动加料系统(60L)。
(D)外观颜色:除不锈钢部分外,箱体颜色符合需方提供的标准色卡。
(五)装置功能:
不。 | 项目_ | 技术参数 | 笔记 |
1 | 适用系统 | 油状或水状磷酸铁锂、钴酸锂、锰酸锂、三元、镍钴锰酸锂、钛酸锂、碳石墨等 | |
2 | 工作基材参数 | 铝箔(铜): 厚度9~25um; 宽度300~720mm; 卷径最大500mm; 重量最大500kg; | |
铜箔(Cu):厚度4.5~30um; 宽度300~720mm; 卷径最大500mm; 重量最大500kg ; | 单侧光或双侧光 | ||
3 | 辊面设计宽度 | 750 毫米 | |
4 | 保证涂层宽度 | 200~680毫米 | |
5 | 设备机械运行速度 | 4 0米/分钟 | |
6 | 设备涂布速度 | 1 -3 2 /分钟; | 这取决于干燥条件 |
7 | 适用浆料粘度 | 2000 ~16000 Cps (正极) 1000~16000 Cps (负极) | |
8 | 单面涂层干厚范围 | 40~200克/平方米 | |
9 | 最小间歇长度 | 涂布速度15m/min内<5mm; 涂布速度25m/min以上<8mm; | |
10 | 多段最小涂层长度 | 50毫米 | 涂布速度≤12m/min |
11 | 溶剂特性 | 油性溶剂NMP(sg=1.033,bp=204℃) | |
水溶剂H2O/NMP(sg=1.000,bp=100℃) | |||
12 | 合适的固含量 | 正极S .C、60%±20% | |
负极S . _ C.50%±15%(PVDF系统) S._ C.50%±10%(SBR体系) | |||
13 | 比例_ | 正极1.5—2.59/cm2 负极1 ~1.89/cm2 | |
14 | 涂布方式 | 双层正反3段不等间隔镀膜/第二面自动跟踪/连续镀膜/场点阵镀膜 | |
15 | 换卷方式 | 手动的 | |
16 | 基材运行方向 | 正向涂布、基材正向、反向空箔操作 |
(六)各部分结构介绍:
1、 放卷机构(双臂双支撑手动收卷):
不。 | 项目 | 技术参数 | 笔记 |
1 | 滚筒安装结构 | CNC加工整体立板安装(厚度30mm)。 | |
2 | 滚筒表面处理 | 金属铝辊表面氧化处理,表面硬度HRC65;过辊圆跳动≤20μm ;表面粗糙度Ra0.2;平行度≤0.1mm; | |
3 | 张力控制系统 | 双闭环速度控制方式: 1、摆辊PID同步控制 2、伺服电机闭环调节张力。张力显示表显示张力值3.张力可调范围0--300n,张力波动≤±1.5% | |
4 | 修正方法 | 自动EPC控制,行程120mm | |
5 | 卷绕方式 | 上下开卷 | |
卷筒采用3寸气胀轴固定 | |||
放卷双气胀轴,双面支撑 | |||
手动收带平台,双压杆方式 | |||
6 | 基材运行方向 | 前进和后退 | |
7 | 基材运行速度 | 50m/分钟 | |
8 | 最大放卷直径 | Ф500mm | |
9 | 气胀轴最大承载能力 | 600公斤 | |
10 | 放卷气胀轴数量 | 2 篇文章 | |
11 | 控制系统 | 设置功能操作按钮,完成接带、暂停、急停、正反转、左右对齐等操作 | |
12 | 放卷速度 | 放卷速度由PLC根据设定的涂布速度和实时张力变化数据控制;放卷动力由交流电机+涡轮减速机提供; |
2、 机头结构(一层、两层):
不。 | 项目_ | 技术参数 | 笔记 |
1 | 安装结构方式 | CNC加工厚度70毫米整体立板结构,整体重量2.6吨,增加地面承重铁板,减少地面承重面积。 | |
2 | 主驱动电机 | 伺服电机 | |
3 | 胶辊结构 | 防止张力不分离造成的张力不稳定,保证涂层面密度的稳定。 | |
4 | 模头与涂布辊距离调节 | 伺服电机配合高精度绝对位移传感器进行闭环跟踪控制。距离通过屏幕设定,1~5000um,调节分辨率0.1um,重复定位精度≤±0.3um。 | |
5 | 模头选择 | 三菱专用挤压头的模唇采用高耐磨、耐腐蚀的硬质合金钢制成,表面经过碳化钨或氮化铬处理。直线度、平面度≤1.5μM | |
6 | 模具型腔结构 | 采用多压力腔狭缝(喷雾)涂布头,工艺适应性强,有利于平衡横向压力,使横向涂布厚度一致;涂布头上模设计有偏转调节机构,可调节上下模唇的平行度 | |
7 | 压力监测系统 | 进料压力监测、回流压力监测、模腔压力监测;可实时监控加料过程,堵塞报警,精度≤0.001mpa | |
8 | 供料系统 | 日本丙神精密螺杆泵(2NBL15F(SUS+EPDM)泵)+精密伺服电机,有效60L周转桶(物料容器),并具有液位检测和液位混合功能,防止浆料沉淀和溢出。 | |
9 | 涂胶间歇功能 | 采用伺服间歇控制阀系统,保证涂层尺寸的稳定性。 | |
10 | 头尾细化功能 | 伺服间歇控制阀系统可调节头尾稀疏时间和间歇阀开关行程,实时调节头尾粗细。 | |
11 | 模头水平调整功能 | 采用精密直线导轨引导和手动水平调节方式,使模头在水平位置可微调±10mm;确保正反面垂直对位精度 | |
12 | 模头上部与模头下部的配合与组装 | 采用数显扭力扳手,保证模头装配一致性和精度。 | |
13 | 滚筒表面处理 | 金属铝辊表面氧化处理,表面硬度HRC65;过辊圆跳动≤20μm ;表面粗糙度Ra0.2;平行度≤0.1mm; | |
14 | 涂布辊(钢辊) | 表面镀进口硬铬,直径Φ295mm; | |
15 | 张力_ | 全自动PID闭环控制恒张力,张力范围1范围0~50n,张力控制精度±1n | |
16 | 独立头部位置 | 干燥前的安装和操作 | |
17 号 | 激光对位功能 | 激光对中功能用于手动判断对中程度。 |
三、 干燥通道(悬浮烘箱)
不。 | 项目_ | 技术参数 | 评论 |
1 | 烤箱结构 | 前四节为主传动船结构,后六节为悬挂烘箱结构。 | |
2 | 烤箱长度 | 40米(4米/节,共10节) | |
3 | 材料质地 | 不锈钢,内罐国标SUS304,外罐国标SUS201 | |
4 | 烘箱导辊传动方式 | 前四段为主传动结构,后六段为悬浮烘箱 | |
5 | 温度控制 | 分为正常工作温度控制和超温监控报警的保护控制。超温时,会出现声光报警,并切断主加热电源;每个部分完全独立控制 | |
6 | H的饮食方式 | 电加热、热风循环结构 | |
7 | 单节烘箱加热功率 | 单节24kw/4m(最大启动功率) | |
8 | 烘道内温度 | 设计Max150℃,单段烘箱区域温差≤5℃ | |
9 | 运行时箱体表面温度 | ≤45℃ ;充棉厚度100mm; | |
10 | 吹气方式 | 上下吹风、上下风量可通过阀门分别控制,可微调;上下气室共用加热体 | |
11 | 各段排气量控制 | 通过机械阀独立控制和微调 | |
12 | 风嘴结构 | 前四段吹气方向与水平成30度,风嘴槽用特制模具开槽。最后五个部分是可调节的空气喷嘴挂钩。 | |
13 | 风扇控制 | 交流接触器控制 | |
14 | 加热控制 | 固态继电器 | |
15 | 风扇材质 | 国标SUS304不锈钢 | |
16 | 溶剂回收系统 | 否,仅协助安装接口 | |
17 号 | NMP溶剂浓度报警 | 提供安装界面。(需单独报价) | |
18 | 气室压力监测 | 无(该函数需要单独引用) | |
19 | 排风量 | 最大35000立方米/小时 |
4、 牵引机构:(2套)
不。 | 项目_ | 技术参数 | 笔记 |
1 | 行进修正 | 安装在烘道出口处,自动EPC控制,摆动±15度,光电传感器 | |
2 | 张力_ | 双闭环速度控制方式: 1、摆辊PID同步控制 2、伺服电机闭环调节张力。张力显示表显示张力值3.张力可调范围0--300n,张力波动≤±1.5% | |
通过夹送辊和牵引辊实现张力分区 | |||
3 | 安装结构方式 | CNC加工中心整体立板安装(厚度30mm) | |
4 | 牵引滚筒 | 160mm钢辊 | |
5 | 夹送辊 | Ø 120mm胶辊,表面面包EPDM | |
6 | 驱动电机 | 牵引辊采用西门子伺服电机+精密减速机驱动 |
5、 收卷机构(盘式双轴自动收卷):
不。 | 项目_ | 技术参数 | 笔记 |
1. | 安装结构方式 | CNC加工中心整体立板安装(厚度30mm) | |
2. | 紧张 | 双闭环速度控制方式: 1、摆辊PID同步控制 2、伺服电机闭环调节张力。张力显示表显示张力值3.张力可调范围0--300n,张力波动≤±1.5% | |
3. | 纠正偏差 | 自动EPC控制,行程120mm | |
4. | 最大卷绕直径 | Ø800 | |
5. | 收卷机气胀轴 | 第二条(国家标准) | |
6. | 绕线电机 | 收卷动力采用西门子伺服电机+精密减速机驱动 | |
7. | 最大容量 | 600公斤 | |
8. | 换卷方式 | 不停机自动上弦、换弦功能 |
6、 控制系统:
不。 | 项目_ | 技术参数 | 笔记 |
1 | 主控系统 | 触摸屏、PLC、模块、伺服系统 | |
2 | 操作模式 | 手动、自动、急停;整机可前后操作 | |
涂装线速度、涂装设置、头尾细化设置、风机频率、温度设置可通过触摸屏进行设置、显示和记录 | |||
3 | 涂层及间歇长度设定范围 | 涂层长度20.0~3200.0mm | |
4 | 报警条件 | 间歇长度:5.0~3200.0mm | |
5 | 计数功能 | 当设备出现故障时,触摸屏会显示相应的修正画面 | |
6 | 头尾粗细调整方法 | 生产数量/长度 |
一、二、 设备精度
1 、硬件精度
不。 | 项目_ | 技术参数 | 笔记 |
1 | 涂布辊(钢辊) | 圆跳动≤1.0um,Ra0.4直线度≤1.5um | |
2 | 偏差修正 | ±1毫米 | |
3 | 铝辊 | 圆跳动≤20um,直线度≤20um | |
4 | 刀具调整控制重复精度 | ±0.1微米 | |
5 | 控温精度 | ±0.5℃ |
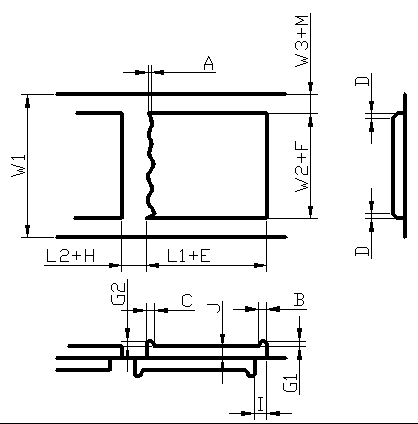
2 、涂布精度
物品 | 标志_ | 参数(30m/min) |
| A(尾随) | ≤1mm(与浆料粘度和粘结剂特性有关) |
B(异常头部区域) | 5毫米 | |
C(尾部异常区) | 6毫米 | |
D(边缘效应区) | ≤3mm ;厚度-10 um | |
E(长度误差) | ±0.5毫米 | |
F(宽度误差) | ±0.5毫米 | |
M(宽度误差) | ±0.5毫米 | |
G1(头部厚度) | -5~+5um | |
G2(尾部厚度) | -5~+5um | |
H(空白错误) | ±0.5毫米 | |
I(正负对准误差) | ±0.5毫米 | |
J 单面密度(去除B、C、D区域) | 1.2%以内 | |
长度范围 | L1(胶片长度) | 20.0 ~3200.0mm |
L2(间歇长度) | 5.0 ~3200.0mm | |
L1 /l2(涂层+断续长度) | L1+L2≥120mm |
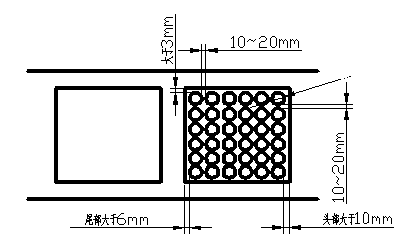
3 、测量方法
A. 测量区域:边缘3mm、末端5mm、开头5mm。
B、测量尺寸Φ40mm或根据需方工艺要求
四、安装及使用环境
1)机头环境温度20~30℃,其余10~40℃;
2)机头相对湿度:正RH≤35%,负RH≤98%,其余≤98%;
五、 S配套设施
1)电源:三相380V,50Hz,电压波动范围:+8%—8%;电源总启动功率280KW;
2)压缩空气:经干燥、过滤、稳定后,出口压力大于5.0kg/cm2;
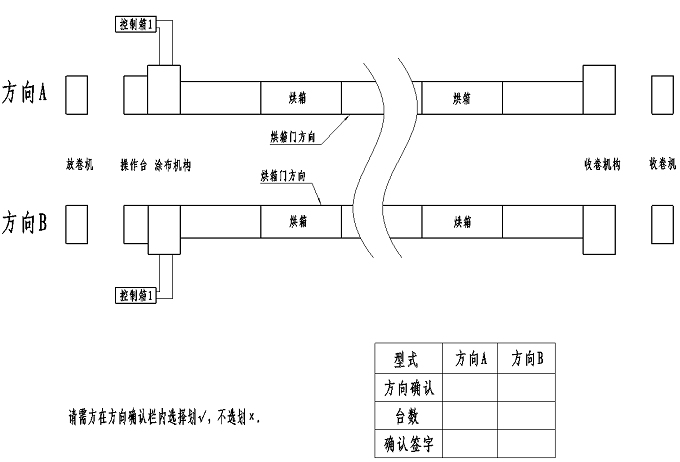
六、设备方向(可选)
1) 


















 IPv6 network supported
IPv6 network supported

