联系人: 黄经理
联系电话:13615038428
电话咨询请告知是在天美福官网上看到的,谢谢!
品牌:
TMAX型号:
TMAX-LPW-21/70-C支付方式:
微信,支付宝,银行转账,信用卡证书:
CE欧盟认证发货时间:
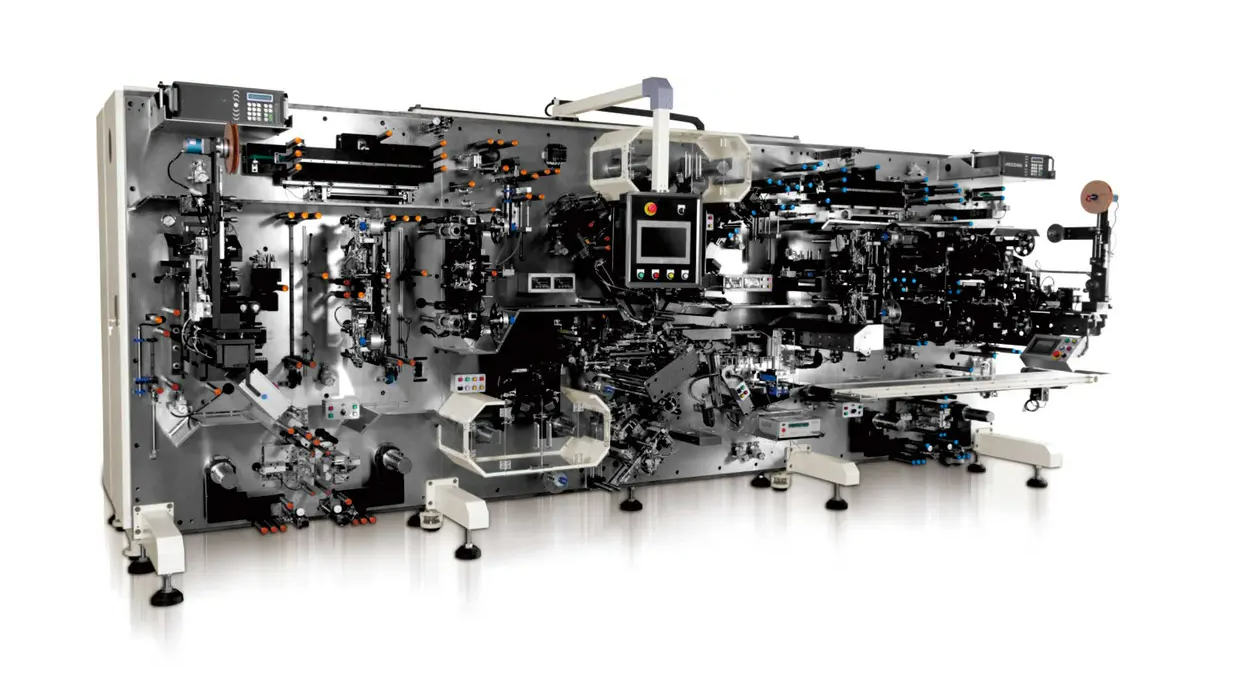
3-7天设备介绍_
该设备集锂电池电芯生产、卷绕功能于一体;待测电池正负极片焊接极耳处,在生产过程中将极耳切割(切割极耳 的长度可调节),用超声波焊接机将极耳焊接起来,贴上保护胶带。生产过程完成后,设备将自动卷绕电极 和隔膜,并粘贴端接胶。卷绕好的果冻卷 通过传送机构传送。转移过程包括细胞等机制 热孔、短路检测并剔除不良品,防止不良品流入下道工序。
作业材料规格:
不。 悬轴数 | 宽度 (毫米) | 厚度_ (μ) | 长度_ (毫米) | 材料最大 外径_ _ _ | 内径_ | |
阴极电极 | 2 | 55-63 | 8 0 ~300 | 60 0-1 7 00 | φ500 | φ76.2 |
阳极电极 | 2 | 57-6 4 | 8 0 ~250 | 60 0-1 7 00 | φ500 | φ76.2 |
分离器 | 2 | 58-6 6 | 1 4 ~ 25 | ----- | Φ3 00 _ | φ76.2 |
阴极片 | 2 | 3-5 _ | 80 ~ 150 | 5 0-70 | Φ3 00 _ | Φ80 _ |
阳极标签 | 2 | 3-5 _ | 80 ~ 1 2 0 | 5 0-70 | Φ3 00 _ | Φ80 _ |
阴极极耳胶带 | 4 | 10 ~ 20 | 20 ~ 8 0 | 55-65 | Φ20 0 _ | φ76.2 |
阳极极耳胶带 | 4 | 10 ~ 20 | 20 ~ 8 0 | 55-66 | Φ20 0 _ | φ76.2 |
正极覆盖胶 | 2 | 10 ~ 15 | 20 ~100 | 9-12 | Φ20 0 _ | φ76.2 |
终止胶带 _ | 2 | 15 - 60 | 20 ~70 | --- | φ2 0 0 | φ76.2 |
*以上技术参数可根据客户要求更改。
超声波点焊规格 :
超声波焊接机品牌及数量
阴极:2套
阳极:2套
2)焊接点要求(可根据客户要求调整)
阴极3mm ×25mm条;3mm阳极×4mm点状,4点总长25mm;
3)焊头使用寿命
阴极 焊头≥100万次(双面);
阳极 焊头≥20万次(双面);
阴极焊头 和阳极 焊头分别具有两个焊接面。
焊接点要求:焊接痕迹清晰,极耳长度方向焊接拉力 ≥20N 。
正极至少2/3处贴有箔肉,负极至少三点贴有箔肉。
4) 选项卡数量
阴极 1-2片,阳极 1-2片;
2、 电极 粘贴保护胶工艺
(可根据客户要求调整)
1)粘贴两组正极;
2)负极2组粘合剂。
4.机针规格
绕线针直径:3.5mm。
验收以21700电池 (隔板末端)为准。
4.0等其他规格均可更换,需更换相应规格。
设备容量:
分离器外包生产速度≥22 ppm
1500mm长电极片(正极2极耳,2组对向胶;阳极1或2极耳,1或2组对向胶,隔膜收尾方式,与正极双极极耳焊接)
注:“极片和隔膜的来料必须满足机器运行原材料的要求”
铜箔外包生产速度≥20 ppm
1500mm长极片(正极2极耳,2组背胶;负极1或2极耳,1组或2组背胶,铜箔结束方式,正极双极极耳焊接)
注:“极片、隔板的来料必须符合机器运行原材料的要求”
2、种植率≥96 %
生产率=实际生产数量/(设备生产速度*实际运行时间)。
3、成品率≥99 %
良品率=良品数量/实际生产数量(除材料缺陷外,设备生产时正负极板应与单卷隔膜一起去除,不记录为不良品)


















 IPv6 network supported
IPv6 network supported

