

联系人: 黄经理
联系电话:13615038428
电话咨询请告知是在天美福官网上看到的,谢谢!
品牌:
TMAX型号:
TMAX-other19支付方式:
微信,支付宝,银行转账,信用卡证书:
CE欧盟认证发货时间:
3-7天 



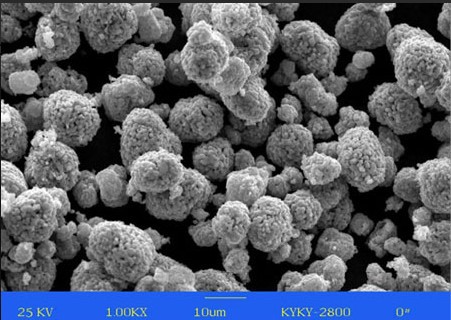
1 物理指标:
项目/Item 标准/Standard 典型值/ Typical
粒度D50(μm) 10.0±2.0 10.58
振实密度 T.D(g/cm3) >2.30 2.50
比表面积SSA(m2/g) 0.40±0.20 0.34
pH值<11.60 11.45
水分(ppm) <500 282
极片压实密度(g/cm3) >3.50 3.55
半电池容量(mAh/g)(2.75~4.25V vs. Li) >160 164.5
全电池1C 放电比容量(mAh/g) >150 154
循环容量保持率>90%/500cycles 92%
产品特点 高容量,优异循环性,安全性好
2 三元材料配料程序和过程重点控制:
该三元材料粒度分布窄和溶剂浸润性强,使用前建议用烘箱120℃干燥处理4h。
3 正极的配料程序
正极建议配方(油性体系):
原料名称 三元材料 导电炭黑 鳞片石墨 粘结剂 溶剂
质量比 93.0~95.0% 1.5~2.5% 1.0~2.0% 1.5~2.5% 48~60%
说明:
导电炭黑可考虑部分用VGCF 替代;
粘结剂:50 万分子量以上粘结剂较佳
浆料固含量:62~68%
4 配料顺序
(1)先称量好90%质量的NMP 溶剂,将其缓慢加入到配料罐中。
(2)称取相应的PVDF 粘结剂,将其缓慢加入PVDF 粘结剂,慢速或中速混和搅拌360min。
(3)称取定量的导电炭黑和石墨粉将其匀速加入慢速转动的配料罐中或分段停机加料.先慢速搅拌30min,再快速搅拌90min,在搅拌过程中要经常刮下搅拌桶边上的干浆。
(4)称取定量的三元材料粉末缓慢加入到配料罐中,先慢速搅拌30min,再快速搅拌240min,在搅拌过程中要经常刮下搅拌桶边上的干浆。
(5) 将剩余的NMP 溶剂分批次缓慢加入到配料罐中,慢速搅拌30-60 min。(速度过快会有气泡产生)。
(6) 然后真空抽滤过筛(120 目~150 目筛),也可不用过筛。
(7)浆料粘度控制:间隙涂布 7000~10000mpa.S,连续拉浆:8000~10000 mpa.S。
5 生产过程重点控制
(1)投料拉浆时,浆料须先搅匀,加料时需要定时搅动浆料,最好采用带搅桨的自动气压上料罐,以确保浆料均匀性。生产过程中,如浆料长时间不用(2h 以上),则浆料需要重新
搅拌60min,搅动状态下可以延长搁置时间。
(2)拉浆炉温应分温区控制,前段不可超过100℃,中段不可超过130℃,末段100℃,拉浆速度均匀,极片烘烤温度在80-95℃,真空度≥-0.08MPa 的条件下烘烤12h 以上,2h 置
换氮气一次。
(3)压实密度控制在3.55g/ml-3.65g/ml 之间,不可太压实,压实值过高影响电解液的浸润性能不利于电池性能的发挥。
(4)材料可逆容量大于150mAh/g,正负极敷料面密度比设计在2.0-2.1 之间,正极极片涂覆面密度范围为370g/m2-430 g/m2。
(5)注液后常温搁置在12 小时以上,注意控制好环境湿度。





















 IPv6 network supported
IPv6 network supported

